
|
Λεπτομέρειες:
|
|
| Τόπος καταγωγής: | Κίνα |
|---|---|
| Μάρκα: | HongCheng |
| Πιστοποίηση: | PED、ABS、BV、DNV、GL、LR、SGS、IEI |
| Αριθμό μοντέλου: | Προσαρμοσμένο μέγεθος, 2» - 24» (DN50-DN600) |
|
Πληρωμής & Αποστολής Όροι:
|
|
| Ποσότητα παραγγελίας min: | 10PC |
| Τιμή: | Depending on quantity |
| Συσκευασία λεπτομέρειες: | ΣΥΣΚΕΥΑΣΜΕΝΟΣ ΑΠΟ ΤΗΝ ΠΛΑΣΤΙΚΗ ΠΕΡΊΠΤΩΣΗ SLEEVE+IRON, ΠΛΌΙΜΗ ΣΥΣΚΕΥΑΣΊΑ |
| Χρόνος παράδοσης: | 10-25 ημέρες εργασίας |
| Όροι πληρωμής: | L/C, D/P, T/T |
| Δυνατότητα προσφοράς: | 100000Tons το χρόνο |
|
Λεπτομερής ενημέρωση |
|||
| Εμπορικό σήμα:: | HongCheng | PaymeT/TCertification: nt όροι:: | CE ASME API |
|---|---|---|---|
| Όροι πληρωμής:: | T/T | Υλικό:: | Χάλυβας κραμάτων, χάλυβας άνθρακα |
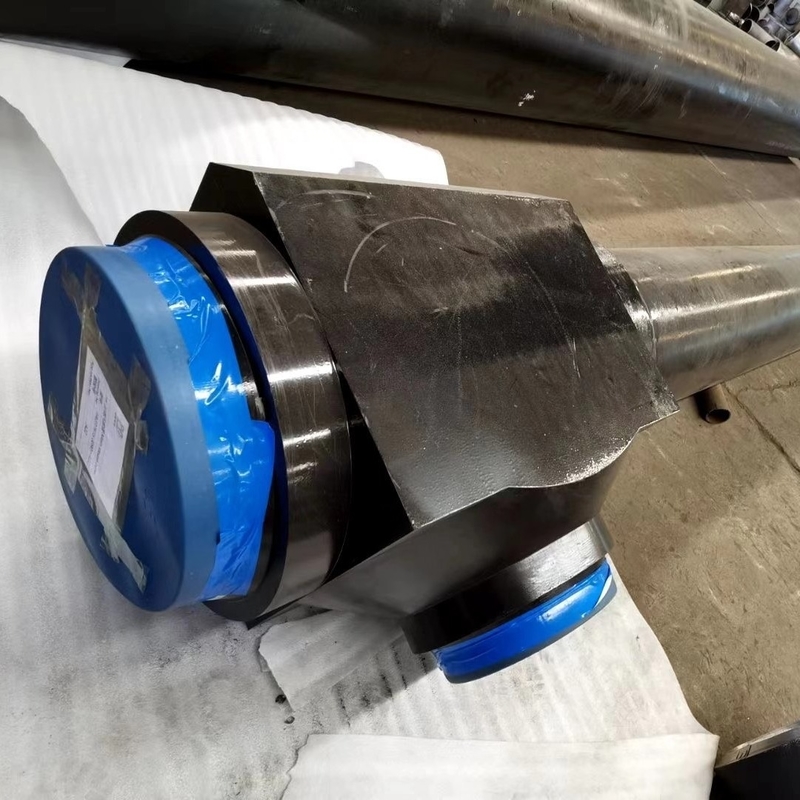
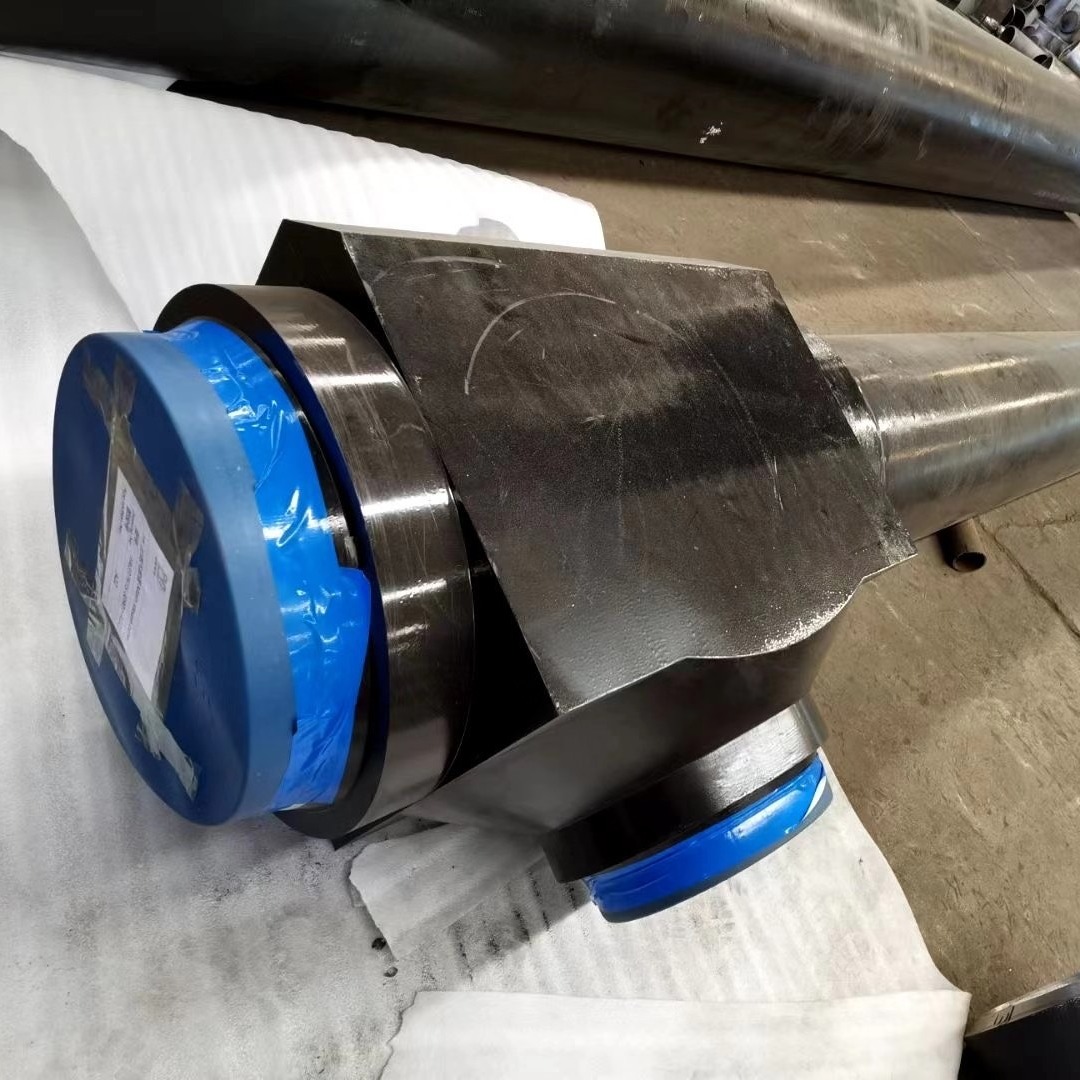
| Μορφή:: | Προκατασκευασμένες μονάδες/σωλήνωση | Όνομα:: | Προσαρμοσμένη σωλήνωση εγκαταστάσεων παραγωγής ενέργειας δοχείων πίεσης DN500 A234 Wp91 |
| Εφαρμογή:: | Κατασκευή, αέριο και σωλήνες ελαίου, αέρας, ατμός, νερό αερίου πετρελαίου | Πλήρης φωτισμός:: | Τα A234 wp91 προσάρμοσαν το δοχείο πίεσης, προσαρμοσμένο dn500 δοχείο πίεσης, σωλήνωση εγκαταστάσεων |
| Λεπτομέρειες συσκευασίας:: | ΣΥΣΚΕΥΑΣΜΕΝΟΣ ΑΠΟ ΤΗΝ ΠΛΑΣΤΙΚΗ ΠΕΡΊΠΤΩΣΗ SLEEVE+IRON, ΠΛΌΙΜΗ ΣΥΣΚΕΥΑΣΊΑ | ||
| Επισημαίνω: | Dn500 προκατασκευασμένα στροφία σωλήνων,Προκατασκευασμένα ASME στροφία σωλήνων |
||
Περιγραφή προϊόντων
![]()
![]()
![]()
![]()
Εισάγετε το μήνυμά σας
Γίνετε πρώτης τάξεως ειδική κατασκευαστική επιχείρηση εξοπλισμού σωληνώσεων χάλυβα στο εσωτερικό και στο εξωτερικό
| Hebei Hongcheng Pipe Fittings Co., Ltd. |
| Βιομηχανική ζώνη Wuliyao, κομητεία Yanshan, πόλη Cangzhou, επαρχία Hebei, Κίνα |
| +86-317-6193326-+8618031760999 |
| hcpipe777@gmail.com |